Material Requirements Planning
Material requirements planning (MRP)
Material requirements planning (MRP) is a production planning, scheduling, and inventory control system used to manage manufacturing processes. Most MRP systems are software-based, but it is possible to conduct MRP by hand as well.
An MRP system is intended to simultaneously meet three objectives:
Ensure materials are available for production and products are available for delivery to customers.
Maintain the lowest possible material and product levels in store
Plan manufacturing activities, delivery schedules and purchasing activities.
History
Prior to MRP, and before computers dominated industry, reorder point (ROP)/reorder-quantity (ROQ) type methods like EOQ (economic order quantity) had been used in manufacturing and inventory management.[1]
MRP was created initially to supply the Polaris program then, in 1964, as a response to the Toyota Manufacturing Program, Joseph Orlicky developed material requirements planning (MRP). The first company to use MRP was Black & Decker in 1964, with Dick Alban as project leader. Orlicky’s 1975 book Material Requirements Planning has the subtitle The New Way of Life in Production and Inventory Management.[2] By 1975, MRP was implemented in 700 companies. This number had grown to about 8,000 by 1981.
In 1983, Oliver Wight developed MRP into manufacturing resource planning (MRP II).[3] In the 1980s, Joe Orlicky’s MRP evolved into Oliver Wight’s manufacturing resource planning (MRP II) which brings master scheduling, rough-cut capacity planning, capacity requirements planning, S&OP in 1983 and other concepts to classical MRP. By 1989, about one third of the software industry was MRP II software sold to American industry ($1.2 billion worth of software).[4]
Dependent demand vs independent demand
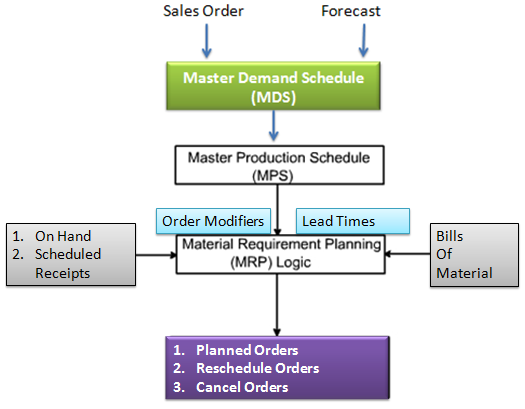
Independent demand is demand originating outside the plant or production system, while dependent demand is demand for components. The bill of materials (BOM) specifies the relationship between the end product (independent demand) and the components (dependent demand). MRP takes as input the information contained in the BOM.[5] [6]
The basic functions of an MRP system include: inventory control, bill of material processing, and elementary scheduling. MRP helps organizations to maintain low inventory levels. It is used to plan manufacturing, purchasing and delivering activities.
“Manufacturing organizations, whatever their products, face the same daily practical problem – that customers want products to be available in a shorter time than it takes to make them. This means that some level of planning is required.”
Companies need to control the types and quantities of materials they purchase, plan which products are to be produced and in what quantities and ensure that they are able to meet current and future customer demand, all at the lowest possible cost. Making a bad decision in any of these areas will make the company lose money. A few examples are given below:
If a company purchases insufficient quantities of an item used in manufacturing (or the wrong item) it may be unable to meet contract obligations to supply products on time.
If a company purchases excessive quantities of an item, money is wasted – the excess quantity ties up cash while it remains as stock that might never be used at all.
Beginning production of an order at the wrong time can cause customer deadlines to be missed.
MRP is a tool to deal with these problems. It provides answers for several questions:
What items are required?
How many are required?
When are they required?…
MRP can be applied both to items that are purchased from outside suppliers and to sub-assemblies, produced internally, that are components of more complex items.
Data
The data that must be considered include:
The end item (or items) being created. This is sometimes called independent demand, or Level “0” on BOM (bill of materials).
How much is required at a time.
When the quantities are required to meet demand.
Shelf life of stored materials.
Inventory status records. Records of net materials available for use already in stock (on hand) and materials on order from suppliers.
Bills of materials. Details of the materials, components and sub-assemblies required to make each product.
Planning data. This includes all the restraints and directions to produce such items as: routing, labor and machine standards, quality and testing standards, pull/work cell and push commands, lot sizing techniques (i.e. fixed lot size, lot-for-lot, economic order quantity), scrap percentages, and other inputs.
Outputs
There are two outputs and a variety of messages/reports:
Output 1 is the “Recommended Production Schedule.” This lays out a detailed schedule of the required minimum start and completion dates, with quantities, for each step of the Routing and Bill Of Material required to satisfy the demand from the master production schedule (MPS).
Output 2 is the “Recommended Purchasing Schedule.” This lays out both the dates on which the purchased items should be received into the facility and the dates on which the purchase orders or blanket order release should occur in order to match the production schedules.
Messages and reports:
Purchase orders. An order to a supplier to provide materials.
Reschedule notices. These recommend cancelling, increasing, delaying or speeding up existing orders.